용융아연도금공정
-
STEP 1소재 입고 준비작업
-
STEP 2산세
철구조물을 25% 염산으로 금속표면에 발생한 산화피막이나 수산화물 제거
-
STEP 3수세
산처리제품 세척
-
STEP 4FLUXING
철 표면의 모든 불순물을 제거하고 피도금물 표면에 아연산화물을 제거, 온도 > 80℃ 정도에서 1분 정도 소요
-
STEP 5건조
피도금물 표면의 상태점검 도금조에 들어가기 위한 준비공정
-
STEP 6도금
제품을 도금조에 침적
온도 450℃ ± 5 -
STEP 7냉각
도금조에서 나온 제품을 냉각, 또는 세척
-
STEP 8사상
표면의 돌기 및 산화물 제거
-
STEP 9검사
도금된 제품이 고객이 요구한 품질사양에 맞는지 검사
-
STEP 10출하
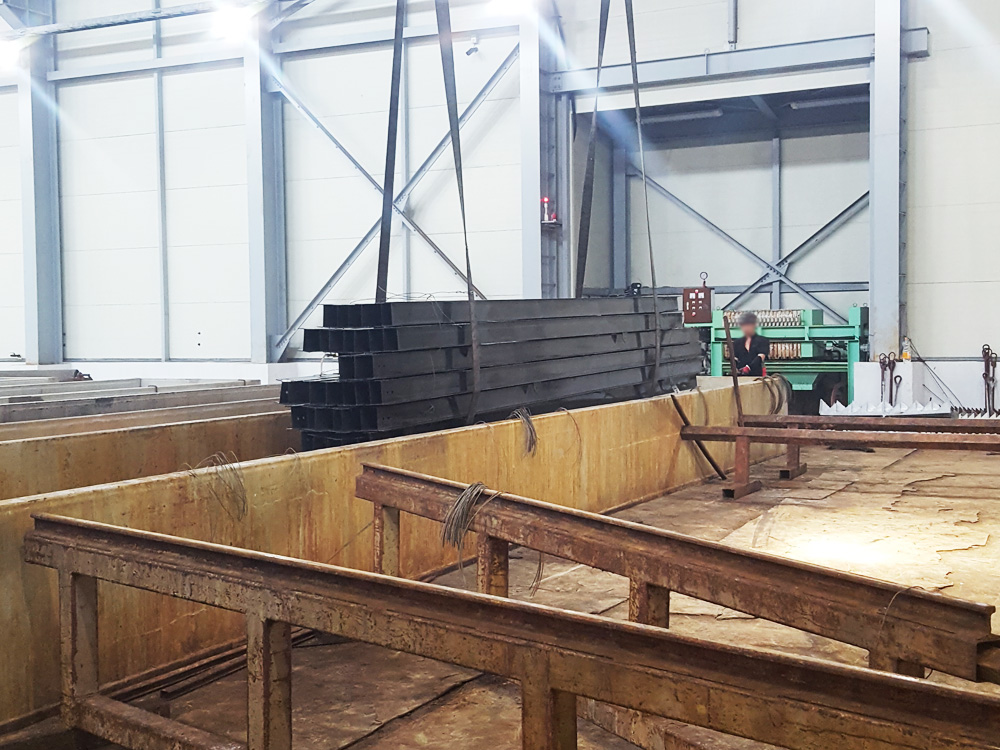
1소재입고 / 준비작업

도금제품 도금공장 입고

제품 전처리 전 준비작업
지그를 이용하여 제품을 이격시킨 후 크레인으로 이동시키기 위한 준비 작업을 한다.
2산세

철강 원소재를 도금하기 전 첫번째 단계로 탈지처리 한다. 철강의 표면에는 녹, 이물, ,기름, 표면에 스케일 등이 있음으로 철저히 제거해야 한다.

산세공정의 제품 담그질 작업 공정
산세농도(20~25%)를 유지해야 한다.
표준산세시간은 30~60분이다.
3수세

깨끗한 물에서 산기 및 불순물을 제거해야 한다.

철 본래의 색은 회색이다.
4FLUXING
플럭스 조성 : 황산아연+황산암모늄 (1:1.7)
플럭스처리는 철 표면의 불순물을 제거하고 피도금물 표면의 아연산화물을 없애는 작용을 함에 따라 도금이 잘되도록 전처리 하는 공정이다. 플럭스 온도 60℃~80℃에서 1분 정도 소요된다.
5건조

플럭스조에서 인양시 자연 건조된다.
도금 전 공정으로 크레인에 인양 될 수 있도록 각 트레이를 이격시켜 지그를 끼우는 작업이다.
※ 주의
플럭스처리 후 표면검사 실시
- 도금물표면 청색 : 플럭스 농도 부족
- 도금물표면 적갈색 : 무도금 발생 우려
6도금

용융아연조(430℃~450℃)에서 도금 작업
도금조에 2~4분 침적 후 인양하게 된다.
침적시 제품을 기울여 침적한다.
용융아연도금물에 충격을 주어 아연 맺힘 및 이격을 유지 함으로 도금이 잘 되도록 유지한다.

용융아연도금 표면의 부산물(아연재)을 제거하면서 도금물을 비스듬히 인양한다.
7냉각

도금조에서 나온 제품을 냉각, 또는 세척작용을 함

냉각수조 온도(40~50℃)
8검사 / 출고

제품의 도금상태를 전수 검사실시
(육안검사, 두께 측정검사 실시)

검사 합격 된 제품을 수용가에게 인도
